4001388966

始于科技 精于产品
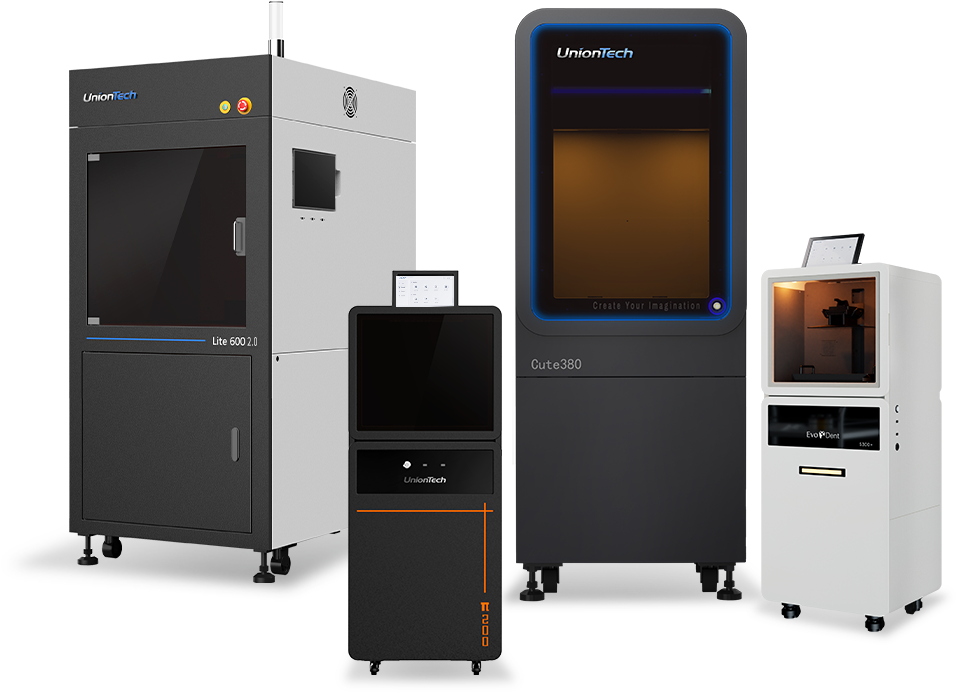
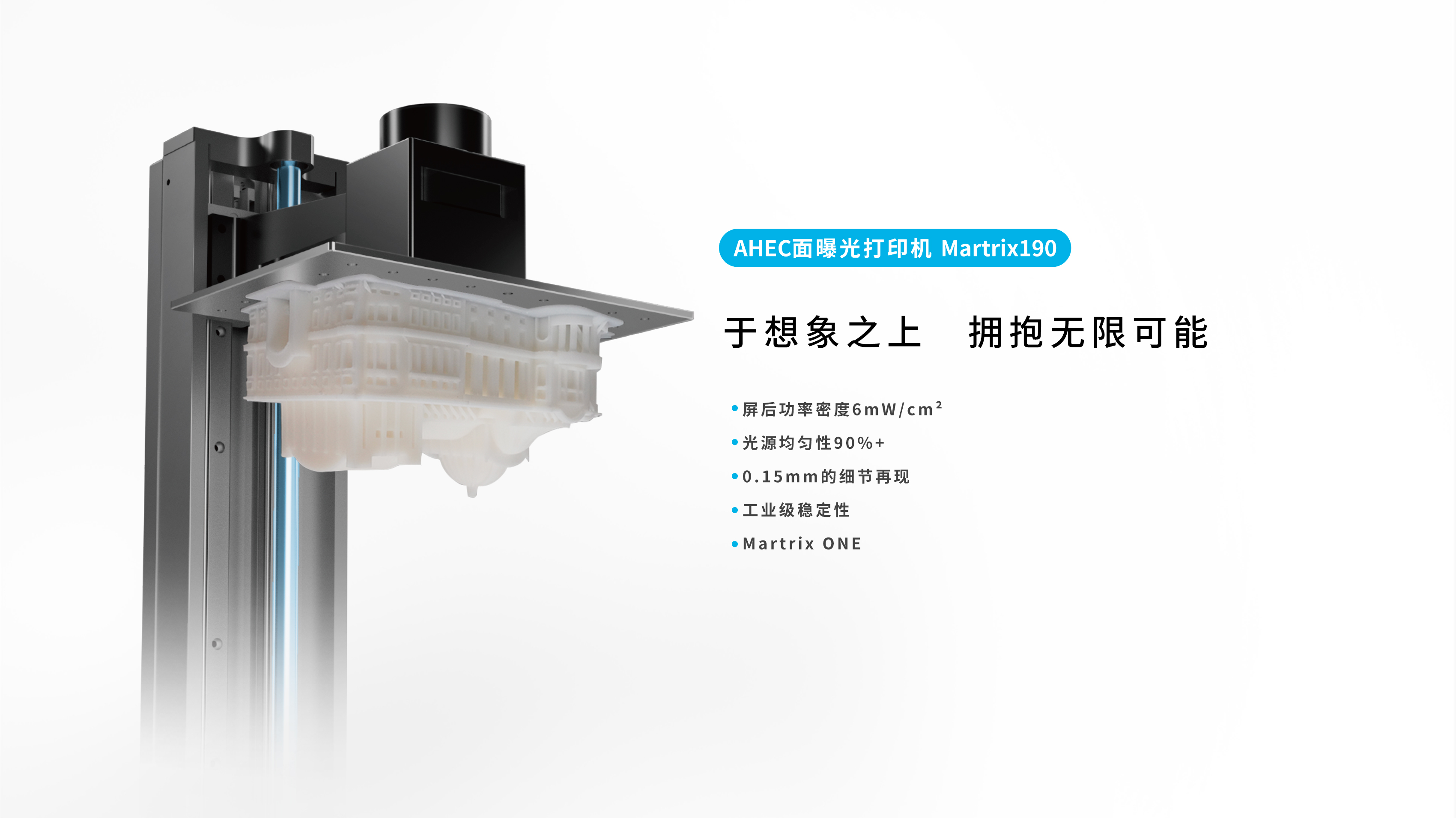
全系列工业级3D打印机
Lite丨G丨Cute丨π丨S丨Martrix丨AME
20+年3D打印研发及制造技术沉淀, 只为打造一款适合您的3D打印机


简·捷生产的自动化软件
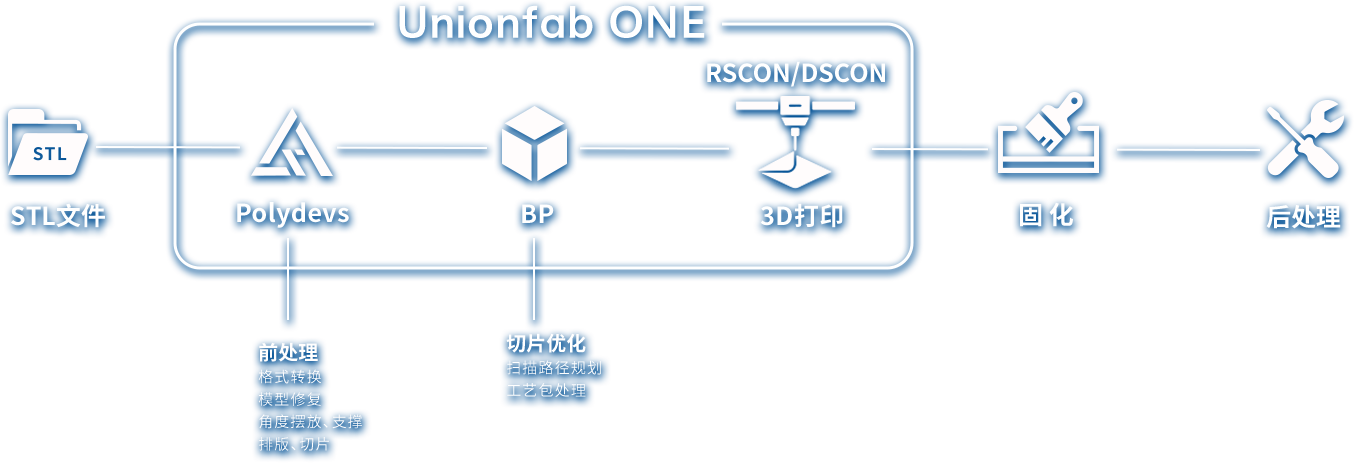
·自动化打印 ·设备互联 ·简化使用 ·工厂互联






卓越品牌 值得信赖
联泰科技成立于2000年,联泰科技拥有国内光固化技术领域最大份额的用户群体,其 技术被广泛应用于航空航天、电子电器、口腔医疗、文化创意、教育、鞋业、建筑等行业, 在工业端3D打印的应用领域具有较大的品牌知名度及行业影响力。

-
20+
20年以上行业经验
-
8000+
超过8000+客户
-
10000+
远销全球10000+设备
-
219+
获得专利技术219+




