
如果你玩过3D打印,一定懂那些翘边、层纹、扭曲的扎心时刻。但假如今天你面对的是一台价值百万、正在赶制汽车验证件的工业级设备,这种‘翻车’就不再是兴趣使然的小插曲,而是必须被‘镇压’的生产事故。其实,无论桌面级还是工业级,它们踩的坑都是同一个底层逻辑:热、应力、收缩,区别只在于谁控制得更精细。联泰科技把数千个工业现场的踩坑经验,浓缩成了三个维度的硬核解法,从扫描路径到支撑算法,帮你把这三大‘顽疾’一次性填平。
先说翘边,它的罪魁祸首是热胀冷缩。喷头挤出来的塑料是热的,冷却后自然会收缩。如果底层缩得太猛,又没和平台粘牢,收缩的拉力就会把边缘硬生生拽起来。怎么破?思路就两条:粘牢,慢冷。粘牢靠的是热床温度和平台胶水,PLA用50到60度,ABS得上90到110度,再抹点固体胶,附着力直接翻倍。慢冷更简单——给打印机加个罩子,别让冷风对着吹,让零件舒舒服服地降温,翘边的概率就能大幅下降。
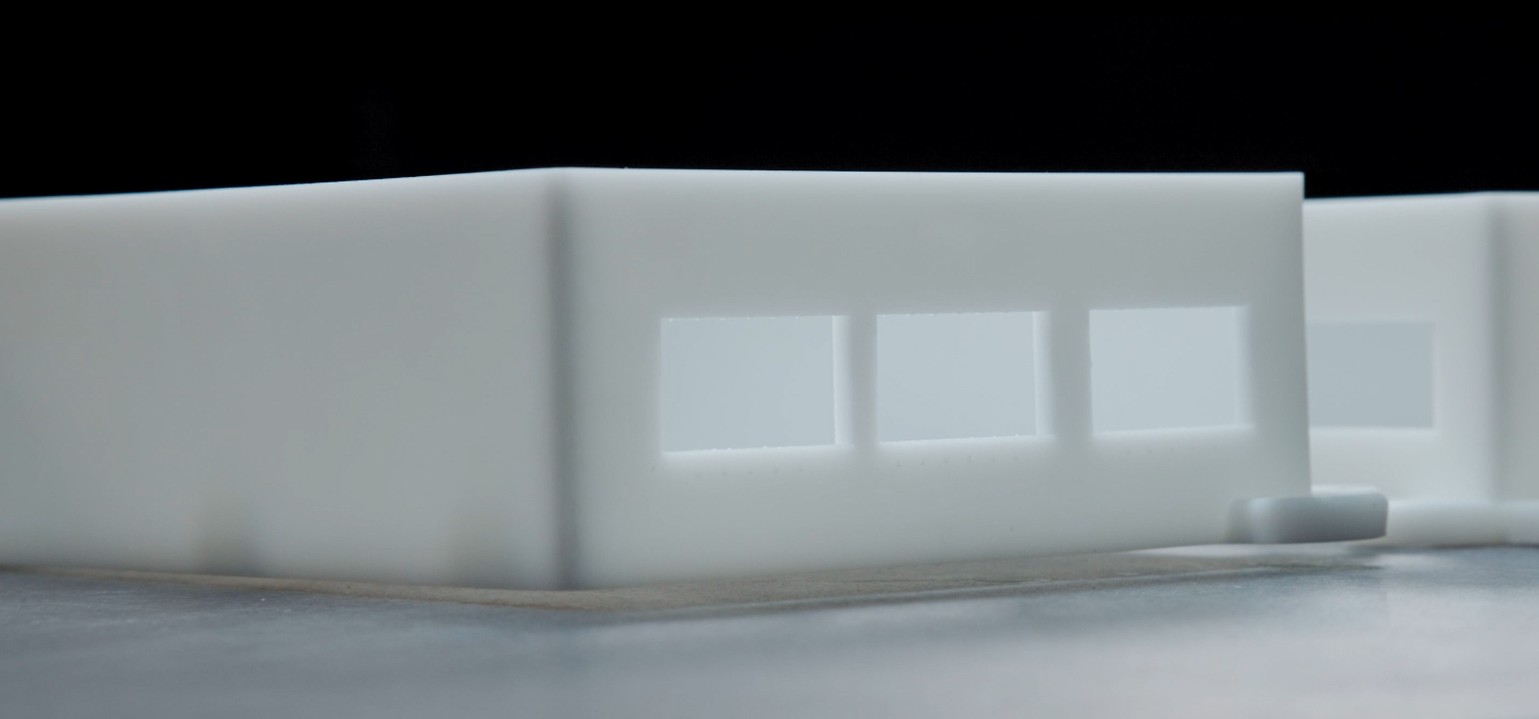
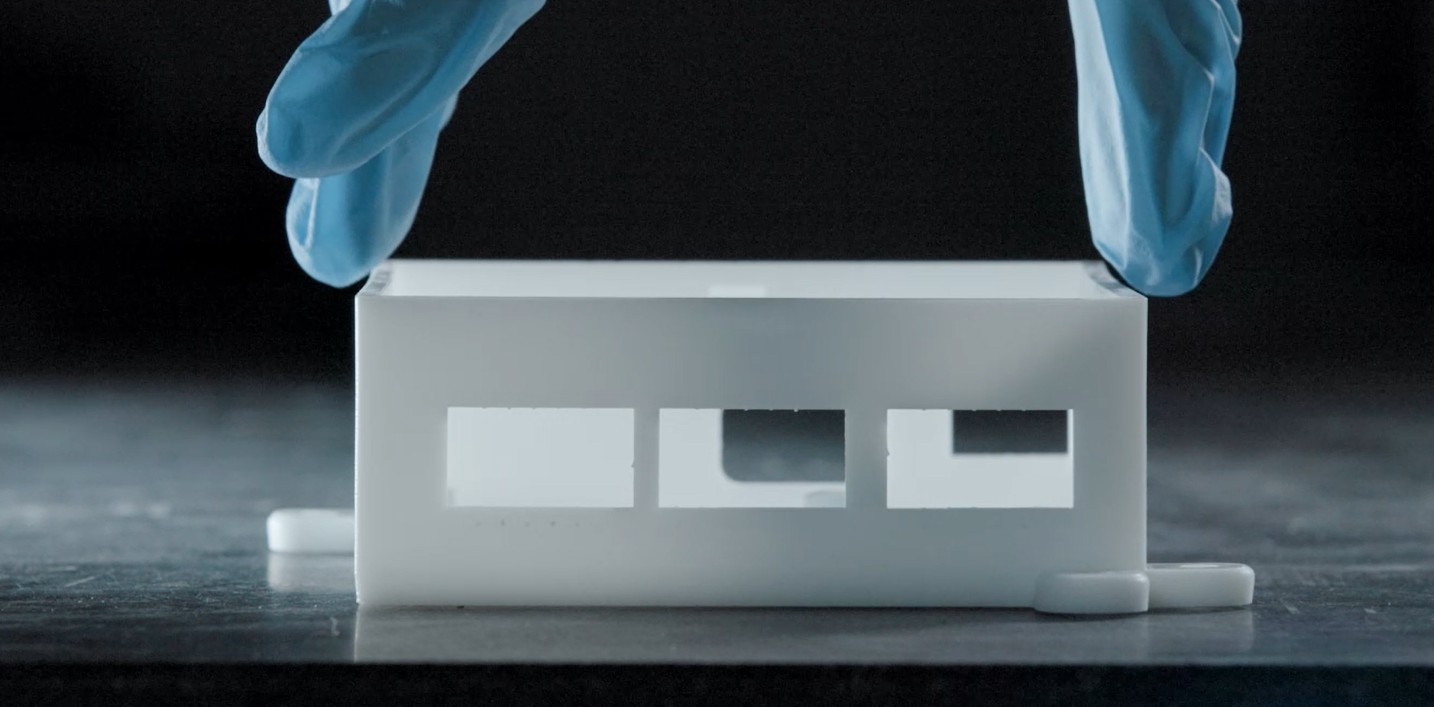
不过真到了工业级的场景,光靠这些土办法可能还不够。比如有些工装夹具是大尺寸平板,底座特别容易翘曲,传统工艺做出来的模型,翘曲间隙能塞进去0.2到0.5毫米的塞尺。而联泰科技用了一套新的工艺方案,通过优化扫描路径和支撑参数,愣是把翘曲控制到了0.1毫米以内——相当于一张A4纸的厚度。大平面零件500毫米范围内的翘曲也不到0.3毫米。说到底,解决翘边这事,从桌面级到工业级,核心逻辑是一样的,就是拼谁对温度和应力的控制更精细。
层纹更复杂一点,它指向两种问题。一种是表面有规律的横向条纹,像树的年轮,这种多半是冷却不均,或者机器轻微抖动留下的痕迹。另一种更严重,叫层错位,上下层对不齐,像地震后的断层,通常是打印头撞到了模型,电机“丢了步”。对付表面纹路,最直接的办法是把层高调小,从0.2毫米降到0.1毫米,纹路会明显变细。另外在模型设计时给尖锐转角加个圆角,也能有效分散应力。至于层错位,检查一下机器是不是放稳了,皮带有没有松,适当降低打印速度,基本就能搞定。
变形可能是三种里最让人头疼的。它和翘边一个根源,但后果更严重——不是边缘卷,而是整个模型都扭曲了,平板变波浪,直角变弧形。原因很简单:不同部位冷却速度不一样,收缩不均匀,内部应力直接把零件“拉”歪了。这种情况在打印大面积的薄壁或者长条形零件时尤其常见。解决思路要从设计阶段入手,比后期补救管用十倍。避免设计大面积的薄壁,如果避不开就加加强筋;所有尖角处加圆角,让应力有个缓冲;厚的地方做成中空或者蜂窝结构,让冷却更均匀。打印完成后让零件在机器里缓慢冷却,别急着拿出来。
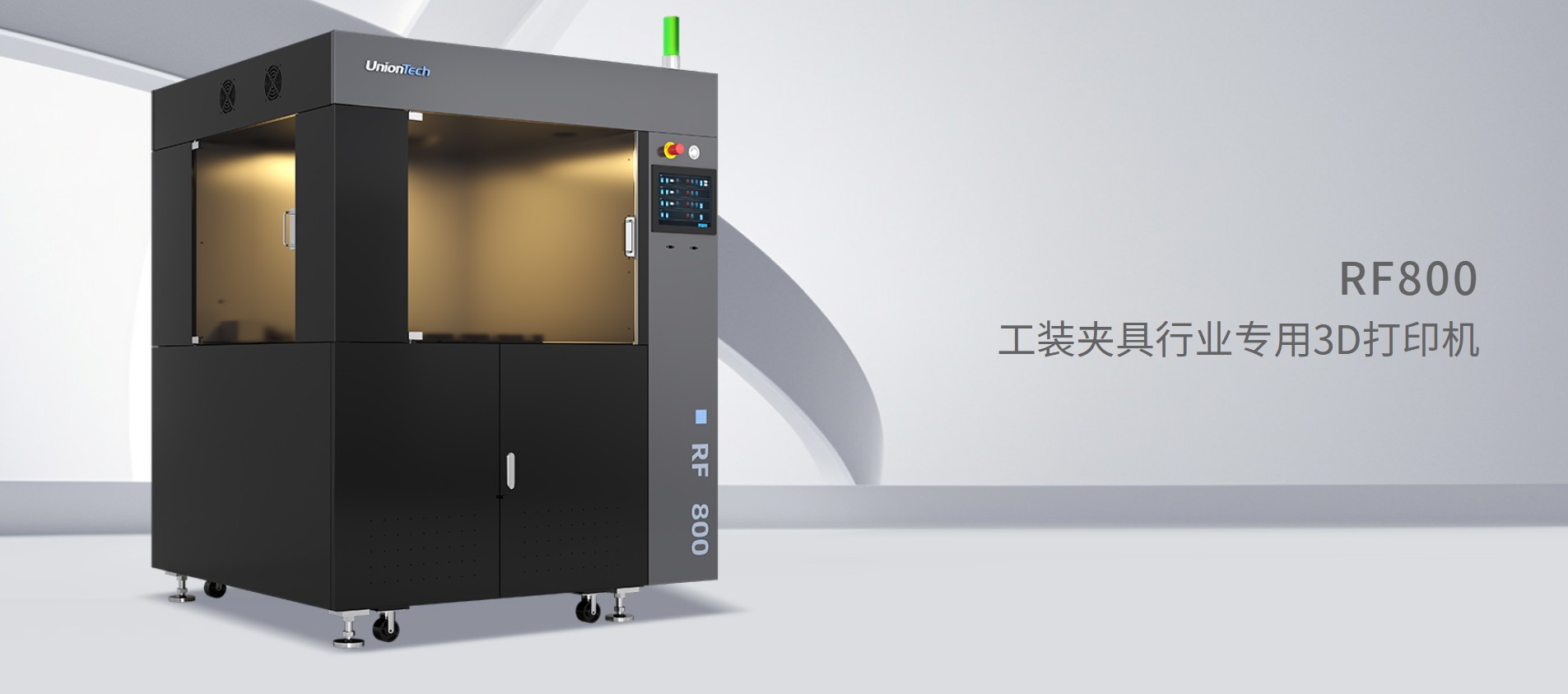
而联泰科技不仅在设备硬件上做文章,更在软件层面下了一步“先手棋”。其RF800设备搭载的RSCON软件,本质上是一套“热力学预判系统”——基于设备真实的热场数据,在切片阶段就能自动识别大悬垂、薄壁和长桥等风险区域,主动优化扫描顺序并动态调整支撑密度。这相当于在塑料被挤出来之前,就把应力陷阱提前排了一遍雷。配合联泰特有的梯度加热工艺包,不同厚度的区域在冷却时能尽量保持收缩同步,从而使复杂结构件的打印一致性大幅提升。

说到底,3D打印不玄学,它只是有点小脾气。你尊重它的物理规律——温度、应力、收缩——它就会好好“生长”。下次打印前,可以多花两分钟确认平台调平了没有、擦干净了没有、温度设对了没有,这些看似繁琐的检查,却能帮你避开绝大部分的翻车现场。摸清了它的性子,你也能稳稳当当做个“造物主”。






